-
 © www.aem-group.ru
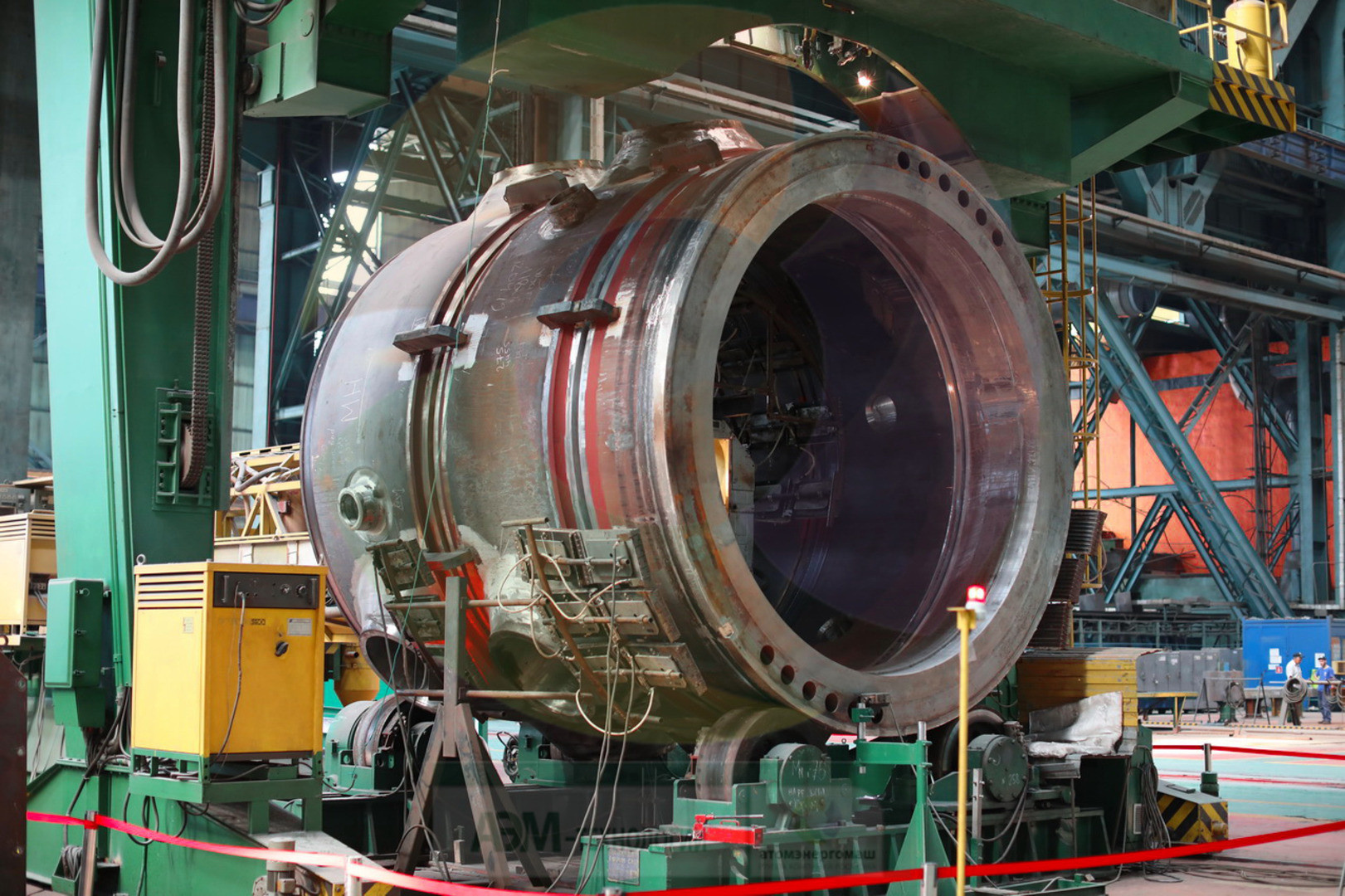
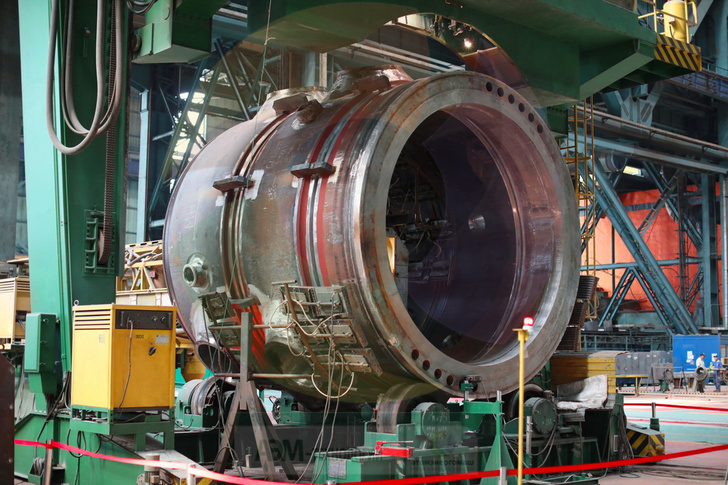
© www.aem-group.ruПетрозаводский филиал АО «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш; является членом Карельского реготделения СоюзМаш) приступил к изготовлению корпусов главных циркуляционных насосов (ГЦН), предназначенных для АЭС «Руппур» (Республика Бангладеш), блок № 1. Для комплектации ГЦН изготовлены первые основные детали — направляющие аппараты.
Главный циркуляционный насос — изделие первого класса безопасности. На атомной станции он обеспечивает циркуляцию теплоносителя из реактора в парогенераторы и работает под давлением теплоносителя около 160 атмосфер и при температуре 300 градусов. Масса одного корпуса составляет более 31 т при высоте 3,5 м и ширине свыше 3 м. К корпусу прилагается элемент подвески, так называемая проставка; вместе с ней вес изделия достигает 48 т.
Направляющий аппарат состоит из нижнего и верхнего дисков, между которыми приваривают 13 направляющих лопаток. Готовый направляющий аппарат соединяют с фланцем. На данный момент успешно прошли необходимые операции неразрушающего контроля все сварные швы направляющих аппаратов из комплекта для первого энергоблока АЭС «Руппур»: швы соединения дисков и лопаток, а также кольцевые швы соединения направляющего аппарата с фланцем. Далее направляющие аппараты поступают на сборку со сферой. Комплект поставки на один энергоблок состоит из четырёх сферических корпусов ГЦН.
-
 © vlg.newdaypost.ru
© vlg.newdaypost.ruДля выполнения этого заказа металлургам Волгоградского металургического комбината потребовалось разработать специальное технологическое решение.
Заказ принадлежит предприятию, входящему в машиностроительный дивизион Росатома — Атомэнергомаш. По техническому заданию необходимо было изготовить продукцию в диапазоне диаметров 135, 145, 155 и 200 мм.
Обычно из одного слитка, вес которого составляет 7 тонн, на заводе изготавливается металлопрокат одного диаметра. Малотоннажность заказанной партии — 16 тонн — и заявленный диапазон размеров усложнили процесс производства.
Разработка технологии изготовления этой уникальной партии по заявленным меркам заняла несколько дней. Инженерно-технический состав предприятия принял решение выполнить производство разных диаметров из одного прокатываемого профиля.
-
 © aozio.ru
© aozio.ruПАО «ЗиО-Подольск» (входит в машиностроительный дивизион Госкорпорации «Росатом» — АО «Атомэнергомаш») освоил производство нового вида оборудования — витых теплообменных аппаратов для низкотемпературной переработки газа.
Комплект из шести изделий отгружен заказчику в п. Сабетта в Ямальском районе Ямало-Ненецкого автономного округа. Аппараты будут работать в составе комплекса сжижения природного газа «Ямал СПГ» производительностью до 1 миллиона тонн СПГ в год. Комплекс создается по российской технологии сжижения газа «Арктический каскад», разработанной ПАО «НОВАТЭК».
В рамках проекта «ЗиО-Подольск» изготовил шесть аппаратов — пять испарителей этана и одну емкость мгновенного испарения. Высота испарителей составляет порядка 15 метров, диаметр — 2,2-2,6 метра, масса — от 61 до 86 тонн.
-
Город Волгодонск, Ростовская область, 28 августа.
Специалисты Волгодонского филиала АЭМ-технологии Атоммаша (входит в Атомэнергомаш Росатома) собрали верхний полукорпус реактора для 1го энергоблока АЭС Руппур в Бангладеш.
Об этом сообщил концерн Росатом.
 © neftegaz.ru
© neftegaz.ruКонструкция состоит из 3х элементов — 2х обечаек и фланца.
В ходе изготовления с помощью траверсы грузоподъемностью 180 т состоялась сборка обечаек с максимально допустимым перепадом в стыке между деталями до 1 мм.
Далее верхний полукорпус реактора установили на сварочную установку для выполнения антикоррозионной наплавки в зоне разделительного кольца.
В общей сложности при наплавке использовано 300 кг проволоки и 400 кг флюса.
Нагрев в момент операции составляет 150-300°C. Весь процесс занимает трое суток.
Напомним, что АЭС Руппур общей мощностью 2400 МВт сооружается по российскому проекту в 160 км от столицы Бангладеш, г. Дакки в соответствии с генеральным контрактом от 25 декабря 2015 г.
Для 1й АЭС Бангладеш выбран российский проект с реакторами ВВЭР-1200, успешно реализованный на энергоблоке № 1 Нововоронежской АЭС-2. Этот проект АЭС поколения 3+, полностью удовлетворяет международным требованиям безопасности.
-
 Полукорпус реактора ВВЭР-1200 © www.aemtech.ru
Полукорпус реактора ВВЭР-1200 © www.aemtech.ruНа Волгодонском филиале АО «АЭМ-технологии» «Атоммаш» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) собрали верхний полукорпус реактора ВВЭР-1200 для первого блока АЭС Руппур в Бангладеш.
Конструкция верхнего полукорпуса реактора с зоной патрубков состоит из трех элементов — двух обечаек и фланца. В ходе изготовления с помощью траверсы грузоподъемностью 180 т состоялась сборка обечаек с максимально допустимым перепадом в стыке между деталями до 1 мм. Далее верхний полукорпус реактора установили на сварочную установку для выполнения антикоррозионной наплавки в зоне разделительного кольца. В общей сложности при наплавке будет использовано 300 кг проволоки и 400 кг флюса. Нагрев в момент операции составит 150-300 градусов. Весь процесс займет трое суток. Далее специалисты приступят к сварке кольцевых швов верхнего полукорпуса.
АО «Атомэнергомаш» является комплектным поставщиком всего оборудования реакторного отделения АЭС «Руппур» и значительной части оборудования машинного зала. Предприятия дивизиона изготавливают реакторы, парогенераторы, насосное и теплообменное оборудование.
АЭС «Руппур» проектируется и строится по российскому проекту. Станция будет состоять из двух энергоблоков мощностью 1200 МВТ каждый с реакторами типа ВВЭР поколения 3+.
-
 https://www.rosatom.ru/upload/medialibrary/893/89319f3d1a65b353e08681f4972c1978.JPG © rosatom.ru
https://www.rosatom.ru/upload/medialibrary/893/89319f3d1a65b353e08681f4972c1978.JPG © rosatom.ruВ Волгодонском филиале АО «АЭМ-технологии» «Атоммаш» (входит в машиностроительный дивизион Росатома — «Атомэнергомаш») успешно завершились гидравлические испытания корпуса многоцелевого научно-исследовательского реактора на быстрых нейтронах (МБИР), сооружаемого в АО «ГНЦ НИИАР» (Димитровград, Ульяновская обл.). Это один из ключевых этапов изготовления реактора.
С помощью 600-тонного крана корпус реактора поместили в кессон гидроиспытаний. Затем установили крышку реактора и наполнили корпус специально подготовленной водой объемом в 80 тонн. При гидравлических испытаниях в корпусе реактора создавалось максимальное давление в 14 атмосфер. Испытания подтвердили прочность основного металла и качество сварных швов. Далее корпусу реактора предстоит пройти вакуумные испытания и сборку с кожухом. Итогом всех исследований станет контрольная сборка всех элементов научно-исследовательского реактора и пневматические испытания.
-
 © metallicheckiy-portal.ru
© metallicheckiy-portal.ruПетрозаводский филиал компании «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) ввёл в строй новый сварочно-наплавочный комплекс для увеличения объемов выпуска оборудования реакторной установки.
Комплекс установлен в сборочно-сварочном производстве Петрозаводскмаша и задействован в изготовлении компенсаторов давления, ёмкостей системы аварийного охлаждения и системы пассивного залива активной зоны. Новое оборудование предназначено для сварки кольцевых и продольных швов при сборке обечаек и электро-дуговой антикоррозионной наплавки на внутренние поверхности оборудования. Сварочная колонна и стрела стенда позволяют сваривать изделия длинной до 20 метров и диаметром до 5 метров. Масса обрабатываемых заготовок может достигать 30 тонн.
-
-

- © metallicheckiy-portal.ru
ПАО «ЗиО-Подольск» (входит в машиностроительный дивизион Росатома — АО «Атомэнергомаш») завершил производство котельного оборудования для первого завода по переработке отходов в энергию, строящегося в Воскресенском районе Московской области вблизи деревни Свистягино.
Предприятием были изготовлены основные и вспомогательные элементы трех котельных установок, в том числе блоки экономайзеров и блоки экранов топки.
Блоки экономайзеров общей массой 1210 тонн предназначены для подогрева питательной воды до заданных параметров. Экраны топки котла обеспечивают восприятие тепла для последующего нагревания воды и получения пара, вращающего турбину. Общая масса изготовленных блоков составляет 801 тонну.
Завод будет сдан в 2021 году.
-
-
-

- © aemtech.ru
Петрозаводский филиал компании «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) ввёл в строй специализированный участок входного контроля материалов, которые поступают в производство для изготовления оборудования АЭС.
Ввод в действие нового участка позволит сократить более чем в два раза время прохождения входного контроля заготовок главного циркуляционного насоса, трубопровода и коллекторов парогенератора.
Новый участок занимает площадь около 1300 кв.м., включает в себя 12 рабочих мест. Они оснащены роликоопорами, ложементами и оснасткой для кантовки оборудования. Для проведения визуального и измерительного контроля установлено эффективное энергосберегающее светодиодное освещение. Специализированный участок организован на освобождённых площадях механосборочного производства в рамках проекта по сокращению времени прохождения входного контроля заготовок. Теперь все крупногабаритные заготовки оборудования реакторной установки поступают сюда на расконсервацию и проверку качества материала заготовки.
-
-
-

- © www.metalinfo.ru
В волгодонском филиале «АЭМ-технологии» «Атоммаш» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) завершили сварку нижнего полукорпуса реактора для АЭС «Аккую» (Турция). Это один из ключевых этапов изготовления ядерного реактора.
Нижний полукорпус состоит из обечайки и днища — общий вес конструкции 160 тонн. Процесс сварки этих деталей происходит в течение 12 дней при непрерывном подогреве зоны сварных швов. Далее нижний полукорпус нагрели до 300 градусов и переместили в газовую печь на термообработку. Изделие находилось в печи в течение трех суток при температуре 650 градусов.
После термообработки конструкция поступила на этап проведения контролей сварных соединений. В дальнейшем полукорпус будет подготовлен для нанесения внутренней коррозионностойкой наплавки в зонах сварных швов. На сегодняшний день верхний полукорпус реактора специалисты готовят к нанесению защитной наплавки.
-
-
-

- © www.aem-group.ru
В филиале АО «АЭМ-технологии» «Петрозаводскмаш» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) ввели в строй новую установку электрошлаковой наплавки. Оборудование предназначено для нанесения антикоррозионного слоя на внутреннюю поверхность трубных заготовок главного циркуляционного трубопровода (ГЦТ).
Наплавочный комплекс может работать с заготовками длиной до 8,5 метров и внутренним диаметром до одного метра. При этом толщина наплавляемого слоя составляет 5 мм.
По сравнению с имеющимися на заводе установками новый комплекс усовершенствован автоматической системой контроля за положением наплавочной головки и системой удаленного управления сварочными режимами непосредственно с рабочего места технолога.
-
-
-

- © www.aem-group.ru
АО «АЭМ-технологии» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) зарегистрировано в качестве изготовителя атомного оборудования гражданского назначения в Национальном управлении по ядерной безопасности Китая (NNSA). Это даёт компании право выпускать оборудование для китайского рынка и позволяет «АЭМ-технологиям» выступить поставщиком ключевых позиций ядерного острова для блоков № 7 и № 8 АЭС «Тяньвань» и блоков № 3 и № 4 АЭС «Сюйдапу» с реакторами ВВЭР-1200, которые относятся к новейшему поколению 3+.
-
-
-

- © www.aemtech.ru
Волгодонский завод «Атоммаш» (филиал компании «АЭМ-технологии») отгрузил первый парогенератор ПГВ-1000М из комплекта теплообменного оборудования, изготавливаемого заводом для четвертого энергоблока АЭС «Куданкулам» в Индии.
— Мы продолжаем поставку оборудования для индийской станции. В ближайшее время будет отгружено еще одно изделие. На завершающем этапе — изготовление третьего и четвертого аппарата. Старт дан, остальные теплообменные устройства также будут доставлены на строящуюся площадку Куданкулам в этом году, — отметил директор Филиала Ровшан Аббасов.
Парогенератор относится к изделиям первого класса безопасности. Диаметр корпуса— более 4 м, длина пароегенартора составляет порядка 15 метров. Вес оборудования — 340 т. В верхней части корпуса находится паровое пространство, в нижней части корпуса парогенератора располагается поверхность теплообмена, которая состоит из 11 000 нержавеющих труб. Диаметр труб составляет 16 мм, длина — от 10 до 14 метров. Концы труб закреплены в двух коллекторах.
-
-
АО «РАСУ» и ООО «Элемент» подписали меморандум о сотрудничестве в развитии отечественной микроэлектронной компонентной базы.
6 апреля в рамках XI Международного форума «АТОМЭКСПО-2019» акционерное общество «Русатом Автоматизированные системы управления» (АО «РАСУ») и общество с ограниченной ответственностью «Элемент» подписали меморандум о взаимопонимании, подтверждающий намерения сторон осуществлять совместную деятельность по развитию отечественной микроэлектронной компонентной базы (ЭКБ).Документ, подписанный генеральным директором АО «РАСУ» Андреем Бутко и президентом ООО «Элемент» Ильей Иванцовым, определяет заинтересованность сторон в объединении усилий при разработке и производстве отечественной ЭКБ для повышения технологической и энергетической безопасности Российской Федерации.
-

- rasy.jpg
- © rosatom.ru
-
-
-

- © www.aem-group.ru
На волгодонском филиале АО «АЭМ-технологии» «Атоммаш» введены в эксплуатацию современные высокопроизводительные обрабатывающие центры. Станочный парк предприятия пополнился горизонтально-расточным и токарно-винторезными станками с числовым программным управлением (ЧПУ).
В 2019 году модернизация участка трубопроводной арматуры продолжится. На участок поступят еще три станка: токарно-фрезерный обрабатывающий центр и два токарно-карусельных станка с фрезерным шпинделем.
-
-
-

- © www.rosatom.ru
В Госкорпорации «Росатом» создан испытательный стенд криогенного оборудования для заводов по производству сжиженного природного газа. Это первый в России и второй на территории Европы постоянно действующий стенд.
Создание отечественной стендово-испытательной базы является одним из важных условий в процессе импортозамещения оборудования для СПГ-проектов. Он позволит проводить испытания всей линейки криогенных насосов для среднетоннажного СПГ и судовых систем российских и зарубежных проектов.
Стенд создан в Санкт-Петербурге, на базе АО «НИИЭФА (предприятие Госкорпорации «Росатом») по заказу АО «ОКБМ Африкантов» (входит в Машиностроительный дивизион «Росатома» — АО «Атомэнергомаш»).
-
-
-

- © www.aem-group.ru
Государственный научный центр РФ АО «НПО «ЦНИИТМАШ» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) создал портативную механизированную установку «Лист 7М» для ультразвукового контроля (УЗК) металлических, биметаллических листов и слябов.
«Лист 7М» проводит механизированный ультразвуковой контроль металлических листов эхо-импульсным методом. Установка приспособлена для работы с листами толщиной от 4 до 300 мм и выявляет дефекты различного типа. Аппарат сигнализирует об обнаружении даже небракующихся дефектов размером от 3 мм. Одним из преимуществ его конструкции является мобильность: он легко перемещается по листу, не отрывая акустического блока при развороте или смене направления движения, может работать без подзарядки 8 часов и весит около 25 кг.
«Эта установка предполагает не сплошной контроль, а быстрый контроль со смещением, — рассказал Игорь Семыкин, один из разработчиков установки, ведущий научный сотрудник лаборатории комплексной технологии неразрушающего контроля института сварки и неразрушающего контроля ЦНИИТМАШ. — За счет своей мобильности «Лист 7М» позволяет регулировать плотность УЗК, что повышает его скорость и качество».
-
-
©Видео с youtube.com/ https://www.youtube.com/embed/nFoZJB4-wWs
-
-

- Церемония заливки бетона на первой в Бангладеш АЭС "Руппур"
- © www.aem-group.ru
АО «СвердНИИхиммаш» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) заключило договор с АО «Атомстройэкспорт» на разработку, изготовление и поставку комплекта оборудования для обращения с материалами и компонентами, не подлежащими дальнейшему использованию, для энергоблока № 1 АЭС «Руппур» (Бангладеш). Сумма контракта составила более 1,5 млрд руб. Планируется, что оборудование будет поставлено заказчику осенью 2020 года, а шеф-наладка завершится в 2023 году.
Объем отгрузки составит более пятисот поставочных единиц. Оборудование способно переработать такие материалы и компоненты как пластик, стекло, бумага, дерево, резина, металл, изделия из этих материалов и различные растворы.
«СвердНИИхиммаш имеет успешный опыт поставки и наладки подобных систем на новейших российских атомных станциях. Надежное и проверенное оборудование станет референтным для эксплуатации на АЭС «Руппур», — сообщил руководитель проекта КП РАО Курск-2 Сергей Коржавин.
«В рамках этого международного договора СвердНИИхиммаш выступает в роли технологического интегратора, обеспечивающего комплектность поставки. Преимущество подобной поставки заключается в унификации и типизации оборудования для переработки материалов и компонентов, не подлежащих дальнейшему использованию, что неизбежно влечет за собой снижение стоимости и сроков поставки», — отметил заместитель генерального директора по развитию и инновациям Александр Черепанов.
-
-
-

- © rosatom.ru
ПАО «ЗиО-Подольск» (входит в машиностроительный дивизион Росатома — Атомэнергомаш) осуществил поставку первых элементов парового котла П-152 для первого завода по термической переработке отходов в энергию. На строительную площадку в Воскресенском районе Московской области доставлен комплект опорных металлоконструкций. В настоящее время на стройплощадке осуществляется подготовка к началу монтажа котельной установки.
Всего в рамках заключенного в 2017 году договора, для строящихся заводов по термической переработке отходов в энергию «ЗиО-Подольск» изготовит 35 тысяч тонн котельного оборудования — экономайзеры, пароперегреватели, трубопроводы, нагревательные элементы, металлоконструкции и др. Заводы по переработке отходов строятся по технологии японско-швейцарской компании Hitachi Zosen INOVA.
Это одна из самых референтных на текущий момент технологий в Европе с жесткими требованиями к экологическим параметрам работы оборудования. Завод «ЗиО-Подольск» — один из крупнейших изготовителей подобного оборудования в стране. Предприятие уже имеет опыт производства для соответствующих объектов. В частности, в девяностых и нулевых годах на нем были спроектированы и изготовлены котельные установки для заводов в Германии и России. Представители Hitachi Zosen INOVA регулярно посещают предприятие и принимают участие в контрольных операциях в ходе изготовления оборудования.
-
Добавить новость
можно всем, без премодерации, только регистрация